�Զ���ƽϵͳ���
���������5828 �� ����ʱ�䣺2022-04-18
1ǰ��
�Զ���ƽϵͳ�Ǹ߾��ȹ���ƽ̨����Ҫ��ɲ��֡�����Ҫ�����ǣ��Զ�����ݵص��ڹ���ƽ̨��ˮƽ�����̵�ƽ����ʱ�䣬����豸�Ŀ��ٷ�Ӧ���������õ��Զ���ƽ��ʽ�л���ʽ��ƽ��ʽ�͵�Һʽ��ƽ��ʽ������ʽ��ƽϵͳ�ʺ��ڹ��緽����Դ��ƶ���վ���豸����ƽ���ȸߣ��ṹ���࣬��װ���㣻��Һʽ�Զ���ƽϵͳ�ʺ����Դ�Һѹϵͳ���豸����ƽ�ٶȿ죬���������ṹ��࣬�ɳ�������豸��Һѹ����Դ��
2����ʽ�Զ���ƽϵͳ
2.1����ʽ�Զ���ƽϵͳ����ɼ�ԭ��
��ϵͳ��Ҫ�����»�����ɣ������䡢���ȣ����ף���ˮƽչ�����������ף���˫��ˮƽ����������ӵ��µȡ������ŷ��������������������˿����������ȱ��塢ˮƽչ�������ȹ���ִ�л����� PLC ��������˫��ˮƽ�����,������������ɷ�������ϵͳ����ԭ����ͼ1����ʽ��ƽϵͳԭ����ͼ��
2.2����ʽ��ƽϵͳ����Ҫ����
��ƽϵͳӦ�߱���������ָ�꣺ƽ̨ȫ����ȫ������������Զ���⣬�����г��Զ����������ȹ��г̺��ر�����ˮƽ��⣬�Զ���ƽ�������Զ����������������ء�ң�صȲ������ܡ�����ָ�����¡�
1.��ƽ���ȡ� 6 �䡣
2.��ƽʱ��� 1min��
3.�����г̣�400 mm��
4���ȳ��أ�8 t ��
5�ɿ���������15��
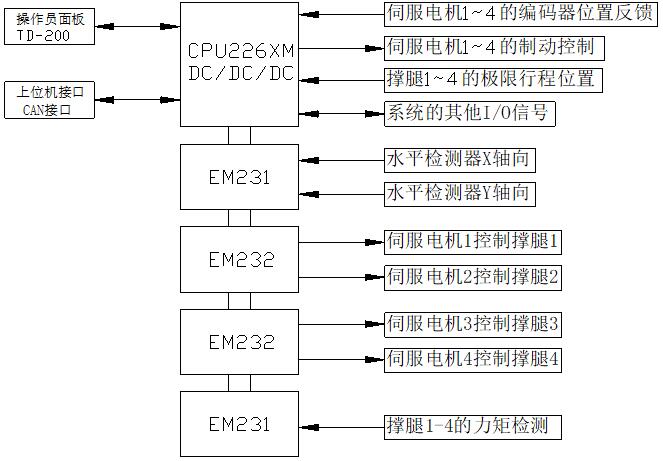
ͼ1 ����ʽ�Զ���ƽϵͳԭ����ͼ
6ƽ������ʱ�䣺 MTBF��5000 h ��
7ƽ����ʱ�䣺 MTTR��20 min��
8Ԥ��ʱ�䣺��-20 ������ʱԤ��ʱ��ӦС�� 5 min��
9�¶ȣ������¶ȨC 40-- +55 �棬�����¶ȨC 50-- +70 �档
10�����߶ȣ����� 3000 m ������������
2.3����ʽ��ƽϵͳ���������
2.3.1������Ӧ������
2003��5�£�����ʽ�Զ���ƽϵͳ���似��������������Ҫ�����˸ߵ������顢�㶨ʪ�����顢������顢�����顢�ܳ����顢�������顣��Ʒ�ĸ������������ﵽ�����Ҫ��
2.3.2��������
ͨ�����ȳ��� 8�������顣
2.3.3��ƽ��������
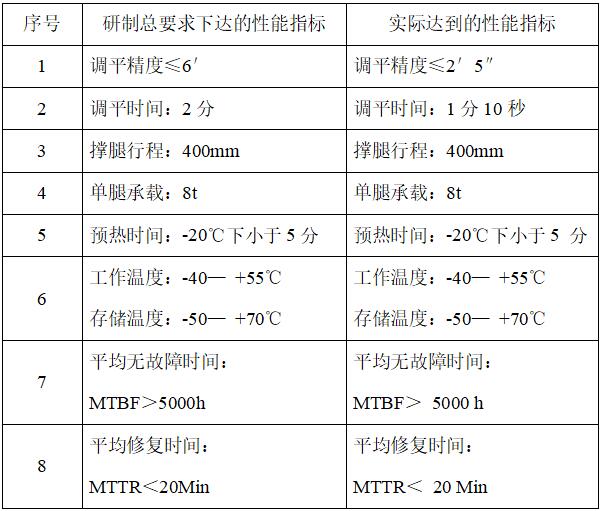
��ƽϵͳ���������У���ƽ���� 2��5�壨���Ҫ�� 6�䣩����ƽʱ�� 1��10�壨���Ҫ�� 2 min ����
2.4����ʽ��ƽϵͳ����Ҫ�ؼ������������
2.4.1����˿�˴���
��Թ������Ʋ�Ʒ����ϵ�ȱ�ݣ��ҹ�˾�Ƽ���Աͨ�����У�����ؽ�����˿�˺ͳ�Խ�������ϣ�����ɹ���Ӧ�õ��Զ���ƽϵͳ�У�������˲�Ʒ�Ļ�еЧ�ʣ��ֿ˷��˹���˿�������������⡣
2.4.2��ƽϵͳ�ĸ�������
Ŀǰ���������Ʋ�Ʒû������������ϵͳ��ƽһ��ʱ����侫�Ȼᷢ���ı䡣Ϊ�˱�֤���Զ���ƽ����ƽ̨���Ȳ��ٷ����仯���ҹ�˾�Ƽ���Աͨ�����к�����˫��Խ�������ʵ���˹���ƽ̨�ĸ������������������ŷ�����������������ˡ�
2.4.3�Ľ�г���������������ʹ������
�������е�г�������������ǵĵ�ƽ��������������ֶ�λ������������룬�����г����������ĥ�𣬽�����ʹ���������ҹ�˾�Ƽ���Ա�����׳��ҵĿƼ���Ա��ͬ���أ�ʹ�Ľ���г���������͵�ƽ���ȵ������������á�
2.4.4�����Ƚ��ĵ�ƽ�㷨
���ڿ���ϵͳ�����˸Ľ��ĵ�ƽ�㷨���Լ�����ϵͳ����ʵʱ�������ݶԹ���ƽ̨���ϵ�ƽ������ƽ̨�ı��������Եõ�һ���IJ�������ˣ���ϵͳ�ĸ������ر�Ҫ��
2.5����ʽ��ƽϵͳ����Ҫ���ײ�Ʒ���ͺż��������
2.5.1�������
����˾ѡ�õ�г����������������Ϊ 1 ��120 �����ת�� 220 Nm ���Ǹù�˾�����ҹ�˾���IJ�Ʒ���ù�˾Ϊ����г�������ص�ʵ����أ�������ʱ�������ɿ���
2.5.2˫��Խ�����
����˾ѡ�õij�Խ����������ת�� 200 Nm ���ù�˾Ϊ�ҹ���Ҫ��Խ�������������֮һ��������ʱ�������ɿ���
2.5.3 �ŷ������������
�ձ����¹�˾�������ͺ�Ϊ MSMA082A1G������ 750 w ��
2.5.4����˿�����
�Ͼ�װ�乤�ճ������ҹ�˾���ͼֽ������������ѭ������˿�ˣ����Ƴߴ� 63 mm ���ݾ� 12 mm ���ó�Ϊ�������Ĺ���˿���������ҡ�
2.5.5ˮƽ������
����˾ѡ�õ�ˮƽ�����Ϊ������ӹ�˾���ƣ���Ʒ���ţ� SPD-1 ���Ǹù�˾�����ҹ�˾Ҫ��ר�����Ƶ�ˮƽ���������Ʒ�����ȶ���������ʱ��
2.5.6��PLC
�ɱ�̿�������ѡ�õ¹������ӹ�˾��Ʒ����Ʒ�����ȶ�����
����ʱ��
2.6����ʽ��ƽϵͳ�ﵽ������ָ��
2.7����ʽ��ƽϵͳ����ƶ���
�ڸ����ŵĻ������Э����,��������ʽ�Զ���ƽϵͳ��Ŀ��ȫ��Ƽ���Ա�Ĺ�ͬŬ��������˻���ʽ�Զ���ƽϵͳ���������ƣ���˳��ͨ������Ƽ����Ļ�������ǰ�Ĺ��ܲ��ԡ��������顢���������Ĺ��ܲ��ԡ��ɿ������顢�����������鹤�������Ѿ��ɹ�Ӧ���ڡ�����G��������H��������E��B�����״�û���ӳ���á�
2.8�����ȷװ���ʹ�û���ʽ�Զ�����ϵͳ��
Ϊ��ȷ���Զ���ƽϵͳ�Ĺ��ܼ���ʹ�����������Զ���ƽϵװ��
�����У�����ע���������
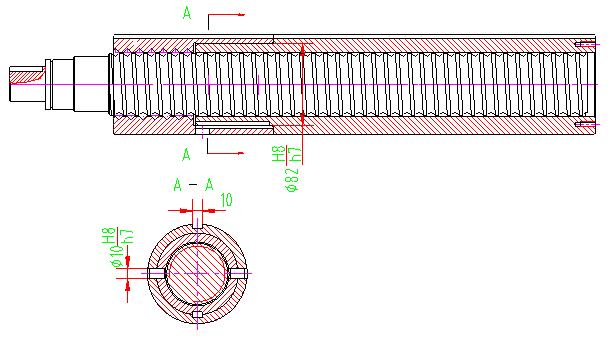
2.8.1����˿�˺ͻ�����װ��
�Զ���ƽϵͳ�еĵ�ƽ���Ȳ��ýṹ���ա�����ƽ�ȵ���ѭ�����й���˿�ˣ����ڹ���˿����Ͼ��ȸߣ����װ��ʱ�������˿�˼���ĸ�ijߴ���ѡ����Ӧ�ߴ�Ĺ��顣Ŀǰ���ҹ�˾���Զ���ƽϵͳ���õĹ���˿��Ϊ�Ͼ�����װ�����쳧�������ó����ݲ������ѡ���˹��飬����װ�ɹ���˿�������
ͼ2 ��������˿��װ��ʾ��ͼ
���ڵ�ƽ���ȵĻ���������һ����Э���ӹ����һ�������ĸװ����뱣֤���ǵ���Բ�����ͬ���С��0.11mm��������ĸ�ͻ����ڵ������ϻ���˳�����ñ���ƽ������ĸ�ͻ������Ӻ���ͭ��ͷ���λ��������ĸ������Ϊ�����ӹ������ϵ����ף��¿�װ��Բ�������������ĸ�ļ���Ϊ�����ӹ������ϵļ��ۣ�ʹ���ߵļ��۷�����ȫһ�£�ȷ��������ڶ��ߵļ����ϻ���˳������������
�ڼӹ�����������ʱ�����ڻᵼ����м�������˿�˼���ĸ���������Ʋ��ڣ������������ϴ���ͻ���ٹ���˿�˵�ĥ����˱��뽫�ӹ�����Ĺ���˿�������������ϴ�ɾ�����������Ϳ����������֬���ر�ǿ��������Ϳ����ͨ����֬�������ڵ���ʱ��������Ч�����ͣ�����ϵͳ�Ļ�еЧ���½�����ɵ�ƽϵͳ������������
ͼ3 ��������˿��װ��Ч��ͼ
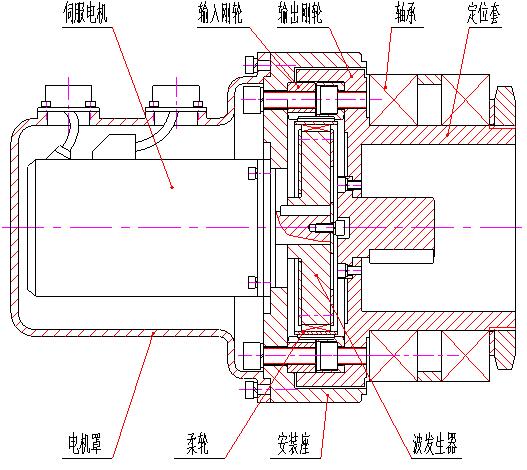
2.8.2г�����������ŷ������װ��
MINAS-Aϵ���ŷ������ʵ�ָ��ٶ�λ���һ�����Ӧ��ǿ��г�������������ȴ��ҷ�Χ�㣬���ȸߣ��ջ�С�������� ����Ч�ʸߣ����С�������ᣬ����ƽ�ȣ�����С����˵�ƽ������������ѡ����MINAS-Aϵ���ŷ������г����������
ͼ4 ��������װ��ʾ��ͼ
������ֺͰ�װ����װʱ�����겢�¶�λ��������ϴ�ɾ������������ʽ�����ֺ����ֵĽ����䣬�����ӿ�г����������ĥ��
��λ�������ȦΪС��ӯ��ϣ�װ��ʱ��Ҫ�����û��ķ�ʽ����ò�������ѹװ�ķ�����װ��ǰ�������Ϳ����������֬���������ѹװ��λ��
����MINAS-Aϵ���ŷ�����Ĺ����������û������������װ���ŷ����ʱ�������û�����Ӧ��������ѹװ��λ��
����г�����������ֺ����ֵ��ֳ�ģ��С���������װ���ֺ�����ʱ����������������ڽ����ֺ�������Ϳ����������֬����������ѹװ�������ֺ����ֵ��ֳ������Ϻ����ս���˨���������ֳݡ�
ͼ5 ��������װ��Ч��ͼ
2.8.3��ƽ���ȵ�װ��
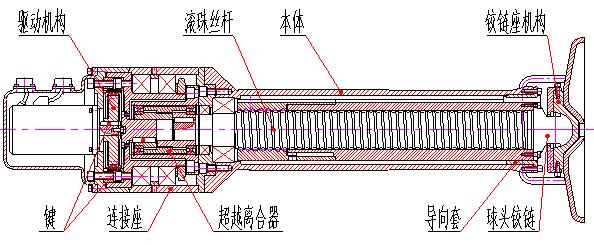
˫��Խ������������˿�˸����ף���Ϊ��ֹ��ת������һ�˿������ᣬһ�˿ӴӶ��ᡣ����Ȧ������������˳ʱ�����ʱ��ת��ʱ���Ӷ���Ҳͬ��ת�������Ӷ����������ص�����ʱ��˳ʱ�����ʱ�붼����ת������ˣ���г���������������ͳ�Խ���������������������Խ������ĴӶ������˿����ӣ��Ϳɱ�ֻ֤���ŷ����������������˿��ת����������������������˿�ˣ��Ӷ�ʵ��ϵͳ�ĸ���������װ�䳬Խ�����ʱ�����ֱ�ת����������ˣ�Ӧ�������������˿�˻����˶���
ͼ6 ����װ��ʾ��ͼ
�ڵ�ƽ������װǰ������������ͨ�����У�����ʱ�ŷ������������ŷ���������ر���С��20%���趨���ء�����������ش���20%���趨���أ�������װ����������ֱ���������ط���Ҫ��Ϊֹ�����ϸ����������ͨ������48Сʱ����ϴ�ɾ�������Ϳ����������֬��װ�䡣
����װ�������������������������ͱ���ʱ��Ӧ��֤�˶�����������϶0.30��0.50mm����ȷ�����˶�����������϶̫С��Ӧ��װ��Ӧ��ȵ�ʯ�档
ͼ7 ����װ��Ч��ͼ
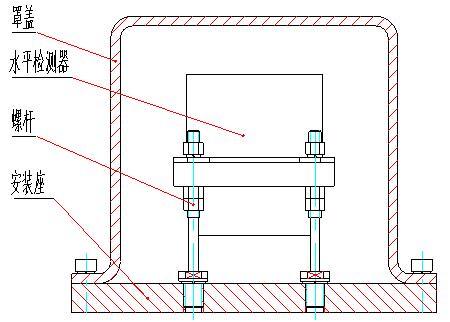
2.8.4ˮƽ�������װ��
������ӵ�˫��ˮƽ�����������һ���ı���ϵ���������Ĺ���ƽ̨��X���Y�᷽��������Ϣת���ɵ�ѹ�źŴ���PLC��������PLC����������ϵͳ�ĵ�ƽ�㷨������������ŷ����������������ִ�л�����ʵ��ϵͳ��ƽ��
ˮƽ�������װʱ�����뱣֤ˮƽ������Ļ���Ͱ�װ���İ�װƽ�У������α�������ľ������ӦС��0.05mm��
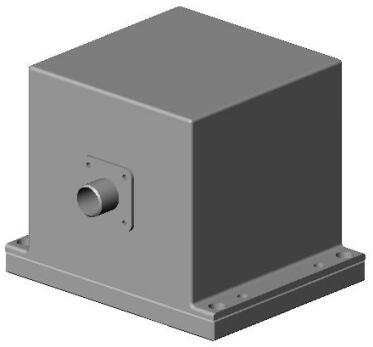
ͼ8 ˮƽ�����װ��ʾ��ͼ
ͼ9 ˮƽ�����װ��Ч��ͼ
2.8.5��ƽ�������װ��
��ƽ�������Ԫ����װ�����Խǡ����š�������ݶ���ȷ��Ԫ����װ��ɿ���
ͼ10 ������װ��ʾ��ͼ
ͼ11 ������װ��Ч��ͼ
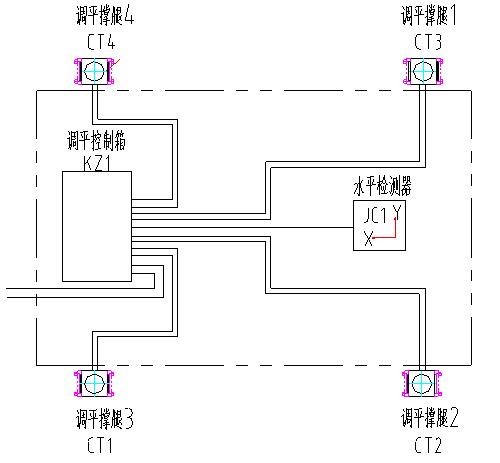
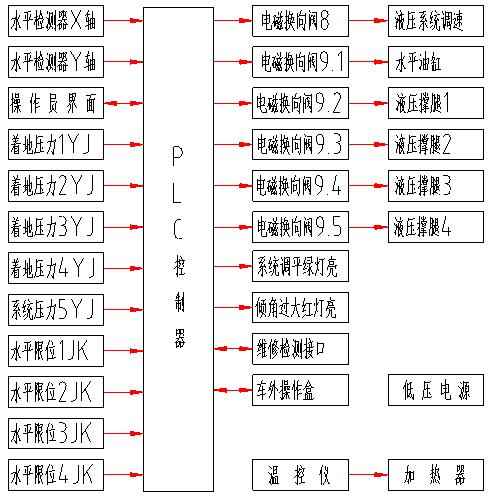
2.8.6����ʽ��ƽϵͳ����װ
ˮƽ�������װ����������ʱ������ȷ���䰲װ�������12��ƽϵͳ��װʾ��ͼ��ʾ�����ˮƽ�������X���Y��ķ��ԣ����ᵼ��ϵͳ��ƽʱԽ��Խ��ƽ����ΪPLC�Ŀ����㷨�ǰ�ͼ6��ƽϵͳ��װʾ��ͼ�İ�װ�����ߵ�����ϵ��ˮƽ������ķ���װ����PLC�ͻὫ����������������ŷ�������������ϵͳ��ƽʱ������ij���û�죬������ij���ȴ���ˡ�
ͼ12 ��ƽϵͳװ��ʾ��ͼ
��ƽ���ʰ�װʱ��Ҳ���밴��ͼ12��ƽϵͳ��װʾ��ͼ��װ���ϵ��װ���������ɵ�ƽ���ȵ�������ͬ����ʵ��ϵͳ�ĵ�ƽ������ƽ���ʵ�װ��λ�ñ��뱣֤ͬһ�߶ȣ���Ϊ�߶Ȳ�ͳһ������ɵ�ƽϵͳ����Ч�г̼�С�����¶Ƚϴ�Ĺ���������ƽ�������Թ��ص�Ҫ��ͻ���ߣ��������豸�Ĺ�����Ӧ�ԡ�
��ϵͳ��ƽǰ��Ӧ�ȼ����������Ƿ���ȷ������ͬ������������Ӷ���ʵ��ϵͳ��ƽ��
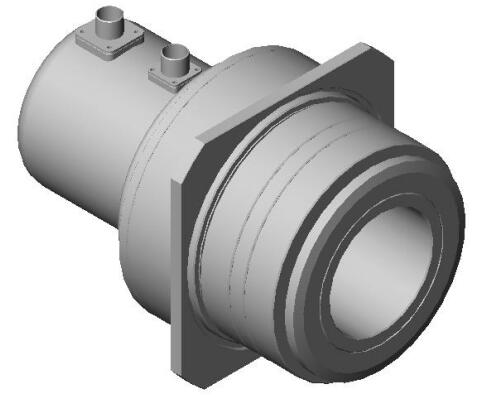
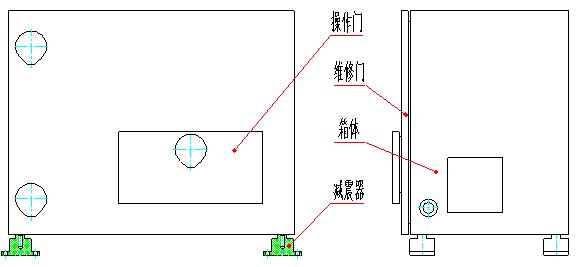
2.9����˾����ʽ�Զ���ƽϵͳ���ײ�ƷͼƬ����
ͼ13 ����ʽ�Զ���ƽϵͳ���ײ�ƷͼƬ
3��Һʽ�Զ���ƽϵͳ
3.1��Һʽ�Զ���ƽϵͳ����ɼ�ԭ��
��ϵͳ��һ��PLC����ģ�顢����Һѹˮƽչ������������Һѹ���ȡ�һ��˫��ˮƽ��������һ���¿�װ�á����ȵ�λ���ͱ���װ�á��������װ�á�Һѹ�����ѹ�����װ�á����ӵ��º�Һѹ��·��������ɡ���ԭ����ͼ14��Һʽ��ƽϵͳԭ����ͼ��
3.2��Һʽ��ƽϵͳ����Ҫ����
��ƽϵͳӦ�߱���������ָ�꣺ƽ̨ȫ����ȫ������������Զ���⣬ˮƽ��⣬�Զ���ƽ�������Զ����������������ء�ң�صȲ������ܡ�����ָ�����£�
ͼ14 ��Һʽ��ƽϵͳԭ����ͼ
1��ƽҪ��ƽ���ȡܡ�0.5�㡣
2��ƽʱ�䣺��20s��
3������Ч�г̣�400mm��
4���ȶ���أ�15T��
5�ɿ���������15�ꡣ
6Ԥ��ʱ�䣺��-20������Ԥ��ʱ��ӦС��3Min��
7�¶ȣ������¶ȣ�-40��- +55�棬�洢�¶ȣ�-50- +70�档
8�����߶ȣ�����3000m������������
9�Ƕ��Զ���ʾ���ܡ�
10������Ǵ���6���Զ�������
11������ɲ������ܡ�
3.4����˾��Һʽ�Զ���ƽϵͳ���ײ�ƷͼƬ

ͼ15��Һʽ�Զ���ƽϵͳ���ײ�ƷͼƬ